Three major fault solutions of automatic square bottom machine
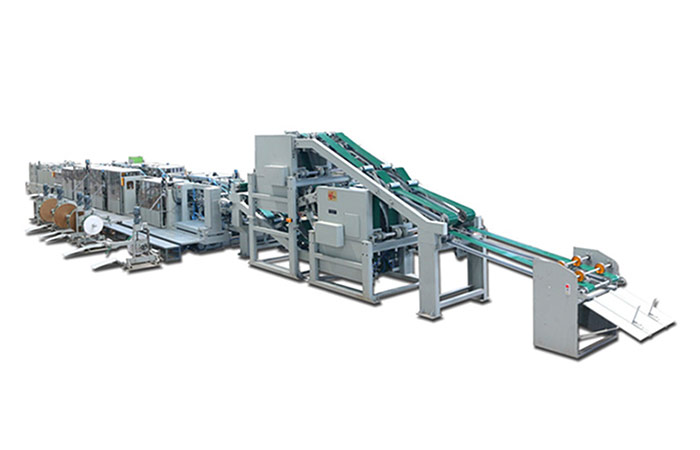
The square bottom machine is a paper bag with the end of the bottom sealed, through automatic conveying, automatic bottom opening, automatic bottom card release (non-intermittent type), automatic full glue spraying, cold glue spraying, automatic bottom paste, automatic compaction and other processes, the output is Back cover paper bag. This machine is operated by touch screen and controlled by optical fiber. One machine has four tubes and four guns. The spray guns can independently control the glue quantity and spray length, and the four guns can also be operated at the same time.
The square bottom machine bag has uniform glue spraying, high bag making accuracy and fast speed, and can produce various specifications of bags. However, various problems may occur in the square bottom machine during the bag making process, and the reasons need to be investigated and dealt with in time solve.
Top and bottom films are prohibited
The prohibition of upper and lower sheets refers to the question that the front and rear sides are not aligned when making bags
1. Reasons: (1) The thickness of the composite film is uneven, and there are lotus leaf edges; (2) The tension of the double floating rollers is too small; (3) Some rollers rotate unevenly.
2. Solution: (1) Check and adjust the relevant guide rollers (such as compensation rollers, deflection rollers, etc.). (2) Adjust the tension of the double-lift floating rollers.
The cover has spots and bubbles
Spots and bubbles on the cover means that the sealing surface is not flat
1. Causes: (1) The heat sealing knife or the heat sealing silicone pad is not flat. (2) When heat sealing is performed on a hygroscopic raw material structure such as a nylon film, the hygroscopic film absorbs moisture and bubbles are generated. (3) Lack of heat sealing pressure. (4) Use one-component adhesives, such as neoprene adhesives, when heat sealing bags. Hot covers are prone to spiky pits.
2. Solution: (1) Replace the adhesive. (2) Check or adjust the heat sealing knife and heat sealing silicone pad. (3) Properly store raw materials and semi-finished products to prevent them from absorbing moisture.
The scale error
1. Cause: Operational factors, such as improper tension control, lack of pressure setting of the rubber roller pressure cylinder, etc. Electric eye tracking is prohibited. Influence of processing speed of plastic composite film bag making. The square bottom mechanism bag has a big difference in the length of the fixed-length system.
2. Solution: reduce the bag-making speed, and adjust the bag-making speed slowly. The pre-adjusted film feeding length (when adjusting the white bag) and the actual bag-making scale should be as accurate as possible. Check whether the compression degree of the pressure film ruler and the friction coefficient of the composite film are appropriate. Adjust the rubber roller pressure, cylinder pressure and tension of each part. Check to see if there is a cursor print question or distance question, and adjust it. Adjust the fixed length system.

